








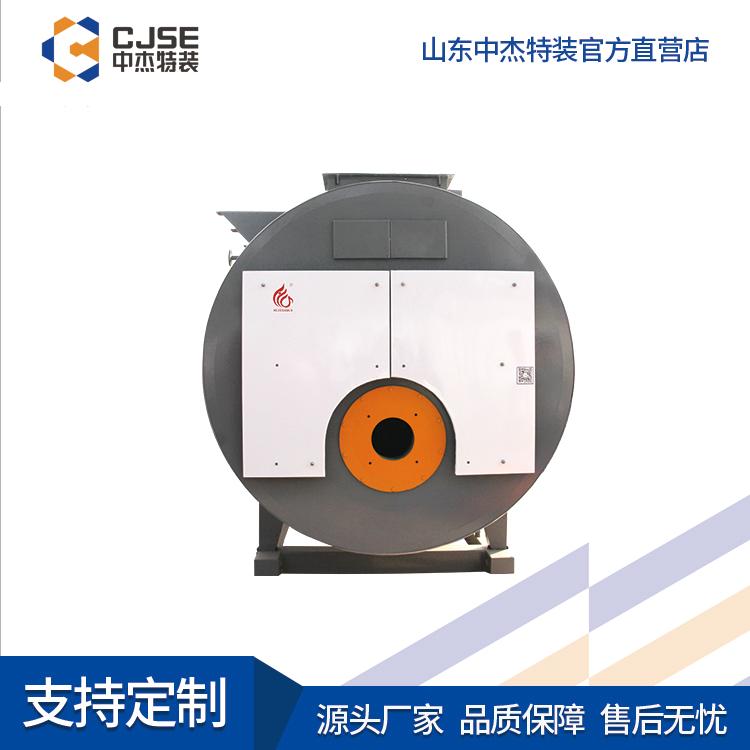
Binzhou sells 2-ton gas-fired steam boilers and boilers, manufactured by manufacturers
Category:
mechanical equipment/Industrial boilers and accessories/Gas boiler
Model:
WNS2-1.25-Q
Brand:
Zhongjie Special Equipment
Retail Price
150,000.00USD
重量
kg
- Product Description
-
Description :
In the transformation of coal-fired boilers into gas-fired boilers, the principle should be to maintain the pressure bearing components of the boiler body and reduce modifications to the original boiler. The transformation process should focus on the selection of gas burners, determination of burner quantity, burner layout, matching design of furnace layout, selection of explosion-proof measures, etc., and proceed step by step, considering both economic benefits and practicality.
Selection of Gas Burners
In the process of retrofitting coal-fired boilers, the first step is to select or design suitable gas burners. Common gas burners can be divided into three categories based on the air supply method: injection type burners, blower type burners, and self ignition induced draft type burners. The air required for injection type combustion is drawn in by gas jet, while the blower type burner requires air blowing equipment to send the air into the combustion system. The natural induced draft burner relies on negative pressure in the furnace to draw the air required for combustion into the combustion system.
1. The selection of burners should be considered by comparing the characteristics of three types of burners and combining them with the characteristics of the original furnace of the boiler.
1) The safety level of gas burners requires reducing thermal damage caused by incomplete combustion of gas. The completeness of combustion is mainly related to the degree of mixing between gas and air and whether the air is sufficient. It is generally not difficult to achieve zero incomplete combustion loss of gas when there is sufficient air volume and good mixing. When using high calorific value gas, incomplete combustion damage should not exceed 0.5%; When using low calorific value gas, incomplete combustion damage should not exceed 1.5%. When using a premixed burner, it is easy to control incomplete combustion damage to a lower level than in diffusion combustion.
2) Reducing the excess air coefficient in flue gas is an effective measure to reduce smoke exhaust damage. The sum of excess air in smoke exhaust and the amount of air leaked into the smoke channel. For boilers operating under slight positive pressure, the air leakage into the flue gas channel is zero. At this time, the main excess air amount depends on the excess air amount during combustion. In fact, in any case, reducing the excess air amount during combustion is beneficial for improving the thermal efficiency of the boiler. Whether the burner can operate at the lowest possible excess air coefficient is one of the important indicators of the combustion performance of the burner.
3) The flame characteristics of the burner are closely related to the heat exchange inside the furnace and other characteristics of the boiler. For example, during diffusion combustion, the semi luminous flame has stronger radiation ability than the flame during flameless combustion, which is beneficial for propagation inside the furnace. The airflow at the burner nozzle should have a high velocity and a large range to ensure better flame filling in the furnace. When using refractory materials to enhance heat transfer inside the furnace, it is necessary to have a flame shape and flame velocity that are adapted to the radiation surface.
4) Fully consider the combustion speed. Because high-speed combustion is the trend in the development of modern small and medium-sized boilers, it can reduce the size of the burner and furnace, which is an important measure for boiler miniaturization and an important characteristic indicator of the burner.
However, in actual production, due to the frequent use of small and medium-sized boilers under varying loads, it is required that the burner has a wide range of load adjustment. The renovated gas boiler should have a relatively good degree of flame filling in the furnace during operation, without forming dead corners in the airflow, and avoiding interference between adjacent burner flames. At the same time, unburned gas and air mixtures should not come into contact with the heat exchange surface to avoid incomplete gas combustion. However, high-temperature flames should avoid high-speed erosion of the heat exchange surface to prevent excessive heat intensity and overheating of the pipe wall. Therefore, when selecting a burner, it is also necessary to approximate the length of the combustion flame based on different gases and loads.
2. Determination of the number of gas burners
The number of gas burners in the renovation of coal-fired boilers can be determined by the following formula:
n=Qgl/Qrq
In the formula, n is the number of gas burners; Qgl is the boiler heat load capacity, KW; Qrq is the heat load of a single burner, KW。
In actual renovation, in order to prevent one burner from exploding or exploding due to accidental shutdown when multiple burners are running simultaneously, the number of gas burners generally does not exceed 4. To solve the problem of boiler flameout and backfire caused by insufficient gas flow at low loads, an oil gun can be installed inside the burner to adapt to the changes of the boiler at low loads, and a flameout explosion-proof device should be installed in the furnace.
3. Arrangement of burners
1) The flame should be placed in the geometric center area of the furnace to fill the furnace as much as possible and ensure stable combustion.
2) The flame is located in the geometric center area of the furnace, which can evenly distribute the heat inside the furnace without causing stress increase due to local heating, preventing uneven heating and avoiding local overheating of the boiler.
3) The furnace depth of a horizontal boiler is relatively large, and the burner is arranged on the front wall of the furnace to ensure that the front smoke box does not overheat. At present, small and medium-sized coal-fired boilers in China are divided into two types based on combustion methods: layer combustion and chamber combustion. Most layered combustion furnaces are chain furnaces, characterized by the combustion of fuel in a fixed or slowly moving furnace. When the modified boiler is a chain furnace, the special shape of its front and rear walls and furnace arch makes it inconvenient to install the burner, so the gas burner should be installed on the south side of the chain furnace. In order to make the heat exchange situation inside the furnace after the renovation similar to before, and to reduce the variation of heat exchange equipment in the chain furnace, the gas burner should be installed below the center of the furnace side wall. For coal powder furnaces, in order to maintain similar aerodynamic field characteristics as before the renovation and reduce the amount of renovation work, new burners can be installed at the original coal powder burner nozzle position.
4. Matching of furnace layout
When selecting the type and position of the burner, furnace matching calculation should be carried out, which mainly consists of four parts.
1) The smoke exhaust volume should be matched with the induced draft fan. The exhaust volume of the induced draft fan of a coal-fired boiler is configured according to the flue gas generated by coal combustion. After switching to burning gas, the density and flow rate of the flue gas will change. It is necessary to recheck whether the induced draft matches, otherwise ignition difficulties and high isothermal exhaust gas temperatures may occur.
2) The furnace air leakage system should match the air volume of the burner. In the process of coal to gas conversion, the air leakage coefficient should be kept below 0.1. The air leakage of coal-fired boilers is mainly concentrated at the front coal hopper, slag discharge outlet, and blower inlet. After using gas fuel, it should be sealed to reduce exhaust heat loss and power consumption, otherwise it is easy to cause air leakage.
3) The size of the furnace should match the arrangement of the burner. The furnace layout should consider a single burner. Based on the flame length and diameter of a single burner, determine the distance between the burners to ensure that the flames do not flush the furnace wall, do not interfere with each other, and facilitate the matching of the heating surface.
5. Selection of Explosion proof Measures for Gas Boilers
After converting coal-fired boilers into gas-fired boilers, the following measures should be taken to prevent furnace explosion accidents from occurring.
1) Reliable safety protection control measures must be equipped, such as automatic ignition devices, quick shut-off valves, flame monitoring systems (FSSS), and various interlocking protections.
2) For water tube boilers, explosion-proof doors should be installed at the position of the furnace outlet (or directly facing the center of the furnace) and on the flue. The action of the explosion-proof door is to automatically open when the mixed gas in the furnace or flue explodes, releasing a certain amount of furnace pressure to protect the furnace wall from serious damage.
3) It is necessary to strictly formulate and implement safety operating procedures, especially during each ignition and start-up, blowing work must be done and the blowing time must be well controlled. It must be ensured that after the air door is opened, the blowing air volume calculated based on the flow rate of the ventilation fan should be greater than or equal to three times the volume of the furnace and flue, and the required time should be delayed for more than 30 seconds. Pay attention to adjusting the air flow ratio during boiler operation to prevent misfires and flashbacks, and ensure complete gas combustion.
4) The combustion system of a gas boiler should be automated, including ignition, shutdown protection, automatic combustion regulation, necessary interlock protection, and automatic start-up using a program.
5) When several boilers share a flue, each boiler should be equipped with a flue door, and each flue door should be equipped with a limit switch. At the same time, it is necessary to ensure that the boiler can only be put into use after the flue door is opened before starting, in order to prevent ventilation accidents caused by misoperation due to the flue door not being opened.
Differences between coal-fired boilers and gas-fired boilers
1. Combustion method
Circulating fluidized bed coal-fired boiler is a process in which coal is passed through a crushing device, fed into a coal bin via a belt, and then dispersed into the furnace through a coal feeder using coal spreading air; Through circulating ash heating and fluidized combustion process. After coal to gas conversion, the coke oven gas and purge gas are mixed and injected directly into four burners for combustion.
2. Combustion products
Coal is mainly composed of elements such as C, H, O, N, S, ash content, and moisture. After coal combustion releases heat, it generates SO2, SO3, NOx ash content, and moisture. SO2, SO3, and NOx are emitted into the atmosphere through flue gas, polluting the environment and posing a threat to human health.
The main components of coke oven gas and purge gas are CO and H2. After combustion, they mainly generate CO2 and H2O, which emit much less SO2, SO3, and NOx compared to coal-fired and gas-fired boilers.
3. Ventilation method
Coal fired boilers generally use negative pressure combustion, and the basic combustion process is jointly completed by the cooperation of blowers and induced draft fans. During the combustion process of coal, a large amount of air is required, and due to air leakage in the furnace wall flue, the excess air coefficient can reach between 2.1-2.5.
Gas boilers use micro positive pressure or micro negative pressure combustion, requiring a small amount of air flow, and the air inside the burner can be well premixed with natural gas. Micro positive pressure combustion has no air leakage factors from the furnace wall and flue, and the air coefficient at the outlet of the flue during operation can be 1.05-1.2.
4. Fuel explosiveness
Coal fired boilers are safe to burn and there is no risk of explosion in the furnace. Gas boilers will explode when exposed to open flames within the explosive concentration limit. High risk.
5. Boiler automatic control
Due to factors such as coal type, material layer thickness, blast volume, induced draft volume, and air coal ratio, it is difficult for coal-fired boilers to automatically adjust their operating parameters based on load.
Gas boilers are less affected by factors and can adjust the size of the burner valve according to the load, making it easy to achieve automatic control.


AfterSalesService :
Key words:- steam boiler
More Products



