






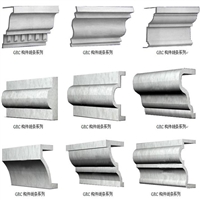

Production and Manufacturing Requirements for GRC Components and GRC Mold Requirements for Guangdong Shangpin Decoration
Category:
building materials/Masonry materials/Concrete products
Model:
sjsp2021
Brand:
Top grade decoration
model:
sjsp2021
density:
one thousand and eight hundred
Sound absorption coefficient:
≥45Db
Usage location:
Main bricklaying
special function:
corrosion-resistant
Place of Origin:
Guangdong
Specifications:
According to the drawings, any specifications can be customized
weight:
twenty-nine
shape:
plate-like
compressive strength:
≥45Db
level:
premium
Specifications:
According to the drawings, any specifications can be customized
Is it a cross-border source of goods:
No
appearance:
Smooth and flat surface can be sprayed with any color of paint
Item Number:
sjsp2021
manufacturer:
Guangdong GRC component manufacturer decoration grade
Retail Price
300.00USD
重量
kg
- Product Description
-
model sjsp2021
density one thousand and eight hundred
Sound absorption coefficient ≥45Db
Usage location Main bricklaying
special function corrosion-resistant
Place of Origin Guangdong
Specifications According to the drawings, any specifications can be customized
weight twenty-nine
shape plate-like
compressive strength ≥45Db
level premium
Specifications According to the drawings, any specifications can be customized
Is it a cross-border source of goods No
appearance Smooth and flat surface can be sprayed with any color of paint
Item Number sjsp2021
manufacturer Guangdong GRC component manufacturer decoration grade
Description :
1GRC componentsMold requirements
Strictly follow the dimensions and specifications of the drawings to make the mold. From installation and production aspects, fully consider mold separation, reserved sinking bolt positions, and welding points. The finished mold must consider product demolding and must not be stuck. The sinking bolt position drilling must be vertical, and deformed molds cannot be put into production.
2、 Basic material mix ratio of GRC components
Sand cement ratio (mass ratio) 0.5~1.5; Water cement ratio (mass ratio) 0.35~0.40; 2 layers of mesh fabric (based on 10mm thickness components); Efficient water reducing agent,% (calculated by cement mass) 0.30-0.75.

IIIGRC componentsProduction process flow
1. Clean the mold; 2. Tighten the end plate and related bolts; 3. Insert the sinking rod vertically; 4. Spray mold release agent on the spray bottle; 5. Spray surface slurry with a thickness of ≤ 0.3cm pure water slurry; 6. Spray the second layer of slurry with a spray bottle, fine sand: cement (1:1) thickness ≤ 0.3cm; 7. Hand lay the mesh; 8. Spray the third layer of slurry, fine sand: cement (1:1) with a thickness of ≤ 0.3cm, press down on the mesh cloth (fiberglass mesh) as much as possible; 9. Paste mortar, medium sand: cement (1:1~1.5:1) thickness ≥ 1cm, slightly thicker at turning positions and stress surfaces; 10. According to the product requirements, ribs (with a diameter of 6 galvanized steel bars and 8 # galvanized steel wires) should be added, and rubber pads should be added to the steel wires to control the thickness of the protective layer; 11. Add a force pack, thicken the sinkhole position by 2-2.5cm, but at least 1cm below the installation surface, with a diameter of 3-5cm, and lay an additional small piece of fiberglass mesh cloth; 12. Roll (with ash pool coordination) to achieve uniform extrusion and trimming, and the edges must be level with the mold boundary and end plate. If welding is required for products, reserve welding points; 13. After 10-15 minutes, remove the sinking rod and cover it with agricultural film to achieve insulation and humidification; 14. Wooden hammer striking for demolding; 15. Repair, polish, and store; 16. Watering maintenance (at least 7 days of maintenance period)

4、 GRC component maintenance
When the daily average outdoor temperature remains above+5 ℃ for 5 consecutive days, water should be sprayed in a timely manner at room temperature for curing. The environmental humidity should be greater than 80%, and the curing time should not be less than 4 hours. When the daily average outdoor temperature remains below+5 ℃ for 5 consecutive days, steam must be added for curing. The ambient temperature for steam curing should not exceed 45 ℃, and the curing time should not be less than 4 hours. In the initial stage of curingGRC componentsHas sufficient strength to prevent shrinkage and cracking, so that it will not be damaged during demolding and handling. Clean polyethylene film can be used to wrap the mold to maintain hydration heat, prevent water evaporation and exposure to wind.
5GRC componentsFinished product protection
1. Stacking up
After the components reach the design strength, they should be classified and stacked according to specifications and models. The stacking site should be flat, dry, ventilated, and the stacking height should not exceed 2 meters. The stacking layers should not exceed 4 layers. When stacking, attention should be paid to combination to prevent thin-walled components from being damaged or tipping over under pressure.
2. Loading, unloading, and transportation
When loading, unloading, and transporting components, they must be handled with care and throwing is strictly prohibited. During transportation, they should be securely fixed to prevent shaking. If necessary, grass pads should be used to separate them, and the components should not be placed beyond the length of the carriage.
AfterSalesService :
Key words:- GRC components
More Products


