






Composite anti-corrosion galvanized flat steel 60 * 6 composite anti-corrosion galvanized flat steel grounding wire composite anti-corrosion grounding electrode
Category:
Security/Lightning protection equipment/Other lightning protection equipment
Model:
HFDJ1-50-3-1
Brand:
other
model:
HFDJ1-50-3-1
type:
Lightning protection grounding material
Processing & Customization:
yes
Is it imported:
No
Specifications:
25*4mm 40*4mm 60*8mm ∠70*5 ∠63*6mm ∠70*5mm φ12mm
series:
Electrical lightning protection grounding
manufacturer:
Qingdao Zhongdian
Retail Price
12.50USD
重量
kg
- Product Description
-
model HFDJ1-50-3-1
type Lightning protection grounding material
Processing & Customization yes
Is it imported No
Specifications 25*4mm 40*4mm 60*8mm ∠70*5 ∠63*6mm ∠70*5mm φ12mm
series Electrical lightning protection grounding
manufacturer Qingdao Zhongdian
Description :
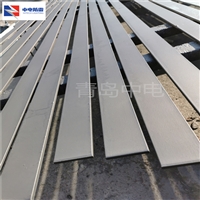
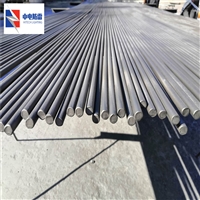
Product name: Composite nano anti-corrosion grounding angle steel, grounding electrode, nano carbon anti-corrosion galvanized grounding angle steel
Specifications: 40 * 40 * 4mm, 50 * 50 * 5mm, 60 * 60 * 6mm. Customization is available according to customer needs.
1、 Performance characteristics
In recent years, in order to solve the corrosion problem of grounding grids, our company has developed a composite nano anti-corrosion grounding angle steel, which uses nano carbon high-efficiency anti-corrosion grounding materials for the grounding electrode. He developed a new generation of anti-corrosion conductive grounding material based on nickel powder and graphite anti-corrosion conductive coating. Using nanocarbon as a conductive additive, it has stronger conductivity and corrosion resistance than graphite powder and nickel powder anti-corrosion conductive coatings. It is an efficient and cost-effective lightning protection and grounding new product, with the following main characteristics:
1. Nano carbon has very strong electrical conductivity, with a resistivity close to that of ordinary metals. As a medium between metal grounding and soil, nano carbon does not affect the diffusion of impulse current.
2. Nano carbon has super high temperature resistance and will not detach when subjected to strong current shocks.
3. Composite nano anti-corrosion grounding angle steel has good anti-corrosion performance: for acidic grounding environments, nano carbon grounding bodies use cyclic amines as curing agents, greatly improving the acid resistance of coatings. For alkaline soils, the curing of resins involves chemical reactions such as condensation, ring closure, addition, or catalysis, causing irreversible changes in thermosetting resins. Therefore, nano carbon grounding bodies have superior anti-corrosion performance.
4. Excellent surface adhesion performance: Epoxy and other materials are used as the base material in the nanocarbon grounding body coating. Due to its molecular structure containing epoxy and ether groups, it has an inherent high degree of adhesion performance, so the nanocarbon will not peel off from the grounding body.
2、 Main technical parameters
Room temperature resistivity: ≤ 0.5 Ω M
Adhesion level 1
Salt and alkali resistance: Soak in 10% NaCl solution and 10% NaOH solution for 1000 hours each without swelling, foaming, rusting, or peeling.
The average coating thickness is ≥ 0.07mm
High current impact (30KA/2S) coating without burning or peeling phenomenon
Smooth appearance, without layering, peeling, cracking, abrasions, wrinkles, orange peel or other phenomena
3、 Application scope
It can be widely used for anti-corrosion grounding, anti-static grounding, protective grounding, working grounding, etc. in petrochemical plants, oil storage tanks, power plants, substations, transmission line towers, communication base stations, airports, railways, various high-rise buildings, microwave relay stations, network rooms and other places.
4、 Construction technology
1. The burial depth of the vertical grounding body should not be less than 0.8m at the top
2. The buried position of the grounding body should not be less than 1.5m away from the building. When encountering buried grounding bodies such as garbage and ash, the soil should be replaced and compacted layer by layer.
3. When welding is used for connection, the weld seam at the welding point should be full and have sufficient mechanical strength, without defects such as impurities, undercutting, cracks, virtual welding, pores, etc. After knocking and cleaning the coating at the welding point, apply anti-corrosion coating for anti-corrosion treatment.
4. Drill holes at the location of the grounding body according to the design and insert the grounding body. The installation of the grounding body is strictly prohibited from using the tapping installation method. After the grounding body is installed into the installation hole (well), the backfill soil should not contain stones or construction waste, and should be compacted layer by layer during backfilling.
5. Fill and compact with soil to ensure close contact between the grounding body and the soil, leaving about 20cm at the upper end for connection with the horizontal grounding wire, and conduct inspection.
6. Laying of horizontal grounding wires connecting grounding bodies; Before laying, it should be straightened, and then the grounding wire should be placed in the trench. The horizontal wiring should be connected to the grounding electrode using the designed connection method in sequence. The flat grounding wire should be placed on the side rather than flat. When connecting by welding, the welding slag should be removed after welding, and the surface anti-corrosion coating should be applied to the welded and damaged parts using the process method specified by the factory. Leave sufficient connection length for use at the location where the grounding wire needs to be led out.
7. The exposed grounding wire should be painted black, and the paint should be uniform without any omissions, but the terminal clamps and grounding terminals should not be painted.
8. After the connection is completed, the quality supervision department should be promptly requested to conduct a hidden inspection (material, position, welding quality, section specifications, etc.), which should meet the design and construction acceptance requirements. Only after passing the inspection can backfilling be carried out, layered compaction should be carried out, and the grounding resistance shake test value should be recorded on the hidden inspection record sheet.
AfterSalesService :
Key words:- Composite anti-corrosion galvanized flat steel
More Products



