






Wholesale of heat transfer oil Guangzhou Guangdong high-temperature heat transfer oil 300 degree heat transfer oil Kunlun Tianzheng recruitment agent
Category:
mechanical equipment/Industrial lubricants/Heat transfer oil
Model:
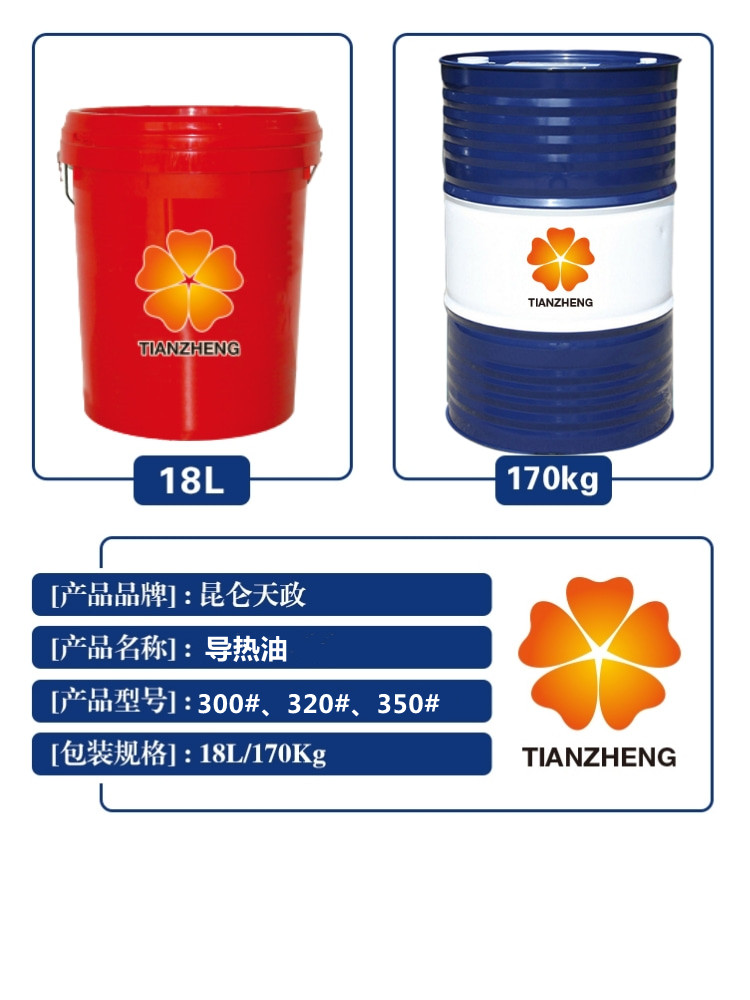
240#280#300#320#340#350#
Brand:
Kunlun Tianzheng
Retail Price
1,500.00USD
重量
kg
- Product Description
-
Description :
The advantages of thermal oil include the following aspects:
1. Thermal oil has a relatively high heat transfer coefficient;
2. Thermal oil has a good oxidation effect, and to a certain extent, this thermal oil system can also extend the service life of equipment;
3. Due to the excellent oxidation effect of this thermal oil, the service life of the equipment can be extended;
4. Has relatively good adhesion temperature performance;
5. The vapor pressure of this thermal oil is relatively low, and the volatility of the hot oil is also relatively low;
6. Thermal oil has the characteristics of non corrosiveness and non toxicity.


Main properties of thermal oil:
1. Thermal stability is an important performance of heat transfer fluids. The degree of thermal cracking and polymerization during use varies depending on the thermal stability. Thermal cracking produces small molecules with low boiling point, which can easily cause gas resistance in the system, leading to pump cavitation, as well as high evaporation loss of oil products and environmental pollution; Thermal polymerization produces high boiling point macromolecules, which gradually deposit on the surfaces of heaters and pipelines. The resulting carbon deposits will affect the heat transfer efficiency and temperature control accuracy of the system. The L-Q series heat transfer fluid is selected from base oils and additives with excellent thermal stability, thus the product has excellent thermal stability;
2. Oxidative stability is another important performance of heat transfer fluids. Open systems or expansion tanks that do not use nitrogen sealed systems will undergo oxidation reactions at the interface between oil and air. Generally speaking, under conditions above 60 ℃, oil products undergo oxidation upon contact with air, and the oxidation products gradually form gum and sediment, which adhere to the surfaces of heaters and pipelines and produce carbon deposits. At the same time, acidic substances produced by oxidation reactions can also corrode equipment and cause leaks. The L-Q series heat transfer fluid is carefully selected from base oils with excellent antioxidant properties and high-temperature antioxidant and anti scaling additives, which can suppress the rate of oxidation sludge production and the tendency to deposit and scale, thus maintaining good heat transfer performance of the system;
3. Low volatility: The initial boiling point is used to indicate the volatility of the heat transfer fluid. The heat transfer fluid used in open heating systems, if the initial boiling point is lower than the operating temperature, is prone to cavitation of the pump, gas resistance in the operating system, and excessive evaporation loss. The high initial boiling point of the L-Q series heat transfer fluid results in low vapor pressure and volatilization loss, ensuring smooth system operation;
4. Good safety: The heat transfer fluid uses flash point and self ignition point to indicate its safety. The flash point is used to indicate the safety performance of the heat carrier in a closed loop system, while the self ignition point can indicate the self ignition tendency of the heat transfer fluid in the air when it leaks under high temperature conditions. The L-Q series heat transfer fluid has a high flash point and self ignition point, which can ensure the safety of system operation;
5. Heat transfer performance: The L-Q series heat transfer fluid not only has high thermal stability, but also has excellent heat transfer performance. Appropriate viscosity can provide high cycle efficiency; Higher specific heat and thermal conductivity can effectively transfer or absorb heat, improving fuel economy and operational efficiency.
Precautions for thermal oil:
1. The authenticity of the product at high operating temperatures was determined by the Institute of Stone Science using thermal stability testing methods, which means that after testing at high operating temperatures, the appearance is transparent, without suspended solids or precipitation, and the total change rate is not greater than 10% corresponding to the temperature. Analyze the authenticity of the product manual by comparing it with the new standards. Especially, it is important to understand how the specified high operating temperature is determined and whether there is an institutional testing report. According to international standards, the high temperature usage temperature of mineral based thermal oil does not exceed 320 ℃, and most of these oils have a high usage temperature of 300 ℃;
2. Assess the evaporation and safety of the product, and ensure that the flash point meets the standard requirements. The initial boiling point should not be lower than its high operating temperature, the distillation range should be relatively narrow, and the ignition point should be relatively high;
3. The refined depth of the product is examined, and it appears as a light transparent liquid with good storage stability. It does not change color or precipitate after exposure to light. Residual carbon not exceeding 0.1%, sulfur content not exceeding 0.2%;
4. Assess the low-temperature fluidity of the product and select the appropriate low-temperature performance based on the user's location and the environmental temperature of the equipment. The pour point of QB and QC is not higher than -9 ℃, and the low-temperature kinematic viscosity (at 0 ℃ or lower temperature) is relatively low;
5. The heat transfer performance of the product is evaluated for its low viscosity, high density, high specific heat capacity, and thermal conductivity;
6. Choose products produced by legitimate manufacturing enterprises. If conditions permit, on-site inspections can be conducted to assess the completeness of its production equipment and testing methods.





From the perspective of usage and safety, the main characteristics of thermal oil are:
1. Within the allowable temperature range, it has good thermal stability, less coking, and a longer service life;
2. Good thermal conductivity, flowability, and pumpability within the allowable temperature range;
3. Low toxicity and odorless, non corrosive to equipment, with minimal impact on the environment;
4. The freezing point is low, the boiling point is high, and the content of low boiling point components is relatively low. Within the allowable temperature range, the vapor pressure is not high and the evaporation loss is minimal;
5. When the temperature is above 70 ℃, it will be strongly oxidized when in contact with air. The heated working system needs to be sealed, and it is only allowed to come into contact with air at temperatures below 70 ℃;
6. After being heated, the volume expands significantly, with a much higher expansion rate than water. At a temperature rise of 100 ℃, the volume expansion rate can reach 8% to 10%;
7. When overheated, cracking or condensation may occur, resulting in coking or carbon deposition in containers and pipelines;
8. When mixed with water or low boiling point components, the vapor pressure will significantly increase after heating;
9. The flash point, ignition point, and self ignition point are all relatively high, and will not ignite or burn under the allowable temperature and closed state;
10. Based on the areas where users reside and the operating environment of the equipment, it is recommended to choose a suitable low-temperature performance thermal oil.







AfterSalesService :
Key words:- Wholesale of thermal oil
More Products



