








Shaanxi 0.5-thick polyethylene film supplier, 0.4-thick polyethylene isolation film, 0.3-thick polyethylene film in stock
Category:
building materials/Waterproof and fireproof functional materials/Waterproof and moisture-proof materials
Model:
0.15mm-0.7mm
Brand:
Zhengyu
Retail Price
2.00USD
重量
kg
- Product Description
-
Description :
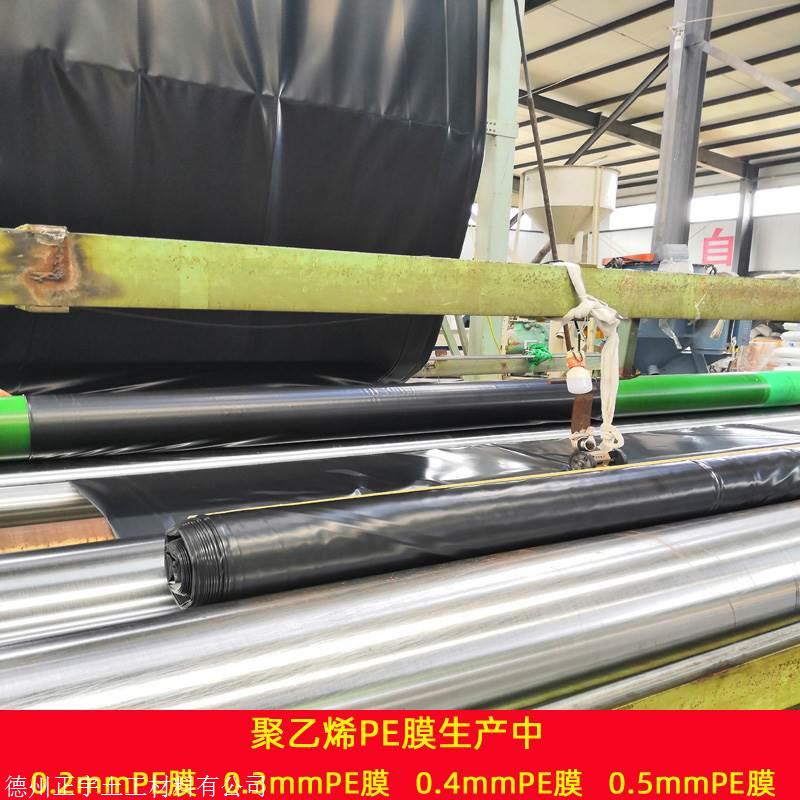
The 0.5mm thick polyethylene PE film produced by our company in Shaanxi is also known as polyethylene plastic film.
This product is also known as polyethylene isolation film, polyethylene waterproof film, polyethylene anti-seepage film, polyethylene moisture-proof film, PE isolation film, PE moisture-proof film, PE waterproof film
Product thickness: various thicknesses such as 0.15mm, 0.2mm, 0.3mm, 0.4mm, 0.5mm, 0.6mm, etc,
Product size: Regular size: 6 meters wide * 50 meters long (roll)
1、 Shaanxi 0.4mm thick polyethylene isolation film product introduction:
PE film is mainly divided into two categories: high-density polyethylene HDPE film and low-density polyethylene LDPE film. Polyethylene native resin is selected. The main component is 97.5% of high-density polyethylene, about 2.5% of carbon black, anti-aging agent, antioxidant, ultraviolet absorber, stabilizer and other auxiliary materials. Shaanxi 0.5 thick polyethylene film supplier, 0.4 thick polyethylene isolation film, 0.3 thick polyethylene film current automatic polyethylene film production equipment are made by three-layer co extrusion technology.
2、 Performance characteristics of 0.5mm thick polyethylene isolation film in Shaanxi:
1. Suitable viscosity: easy to stick and tear;
2. Stable peeling force: small changes over time, that is, the smaller the increase in peeling force, the better;
3. Good weather resistance: Under sunlight exposure conditions, the service life can last up to six months to one year;
4. Long storage period: stored in the warehouse for more than one year without any change in quality;
5. Non polluting and non corrosive: The adhesive is inert and will not undergo chemical reactions with the surface of the adhered material;
6. Mechanical properties: tensile strength, elastic modulus, elongation, etc. that meet user requirements.
3、 Application of 0.2 thick polyethylene isolation film in Shaanxi:
High density polyethylene (HDPE) film, as a new type of material, has the characteristics and functions of anti-seepage, anti-corrosion performance, good chemical stability, and can be processed according to actual engineering needs. It has been widely used for anti-seepage of embankments, dams, and reservoirs in water conservancy projects. At the same time, it is also used as an isolation, anti-seepage, anti-corrosion, leak proof, and moisture-proof material in channels, reservoirs, sewage pools, swimming pools, building construction, underground buildings, garbage dumps, environmental engineering, and other aspects. Since the 30th century, this technology has been widely used. In Shaanxi, suppliers of 0.5-thick polyethylene film, 0.4-thick polyethylene isolation film, and 0.3-thick polyethylene film have gradually promoted the use of HDPE film in various projects since the 1980s.

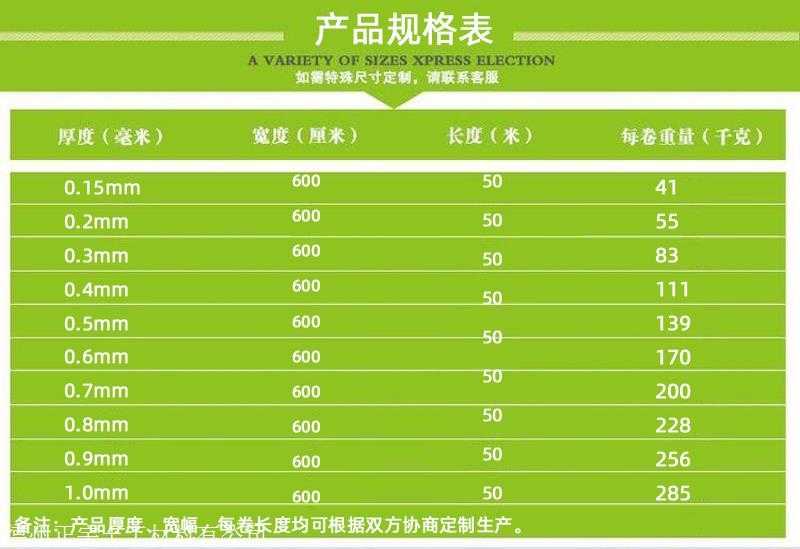

4、 Common specifications of 0.4 thick polyethylene isolation film in Shaanxi:
Thickness: 0.15mm-0.5mm, width: 6m-10m, roll length: 50 meters per roll, 300 square meters or 400 square meters.
5、 Selection of Film Materials for Shaanxi Polyethylene Film Blow Molding Process Manufacturing:
The selected raw materials should be blown film grade polyethylene resin particles containing an appropriate amount of lubricant to ensure the openness of the film.
2. The melt index (MI) of resin particles should not be too high. If the MI is too high, the viscosity of the molten resin will be too low, the processing range will be narrow, the processing conditions will be difficult to control, and the film-forming properties of the resin will be poor, making it difficult to process into a film; In addition, the melt index (MI) is too high, the relative molecular weight distribution of the polymer is too narrow, and the strength of the film is poor. Therefore, resin raw materials with lower melt index (MI) and wider relative molecular weight distribution should be selected to meet the performance requirements of the film and ensure the processing characteristics of the resin. Blow molded polyethylene film generally uses polyethylene raw materials with a melt index (MI) ranging from 2 to 6g/10min.
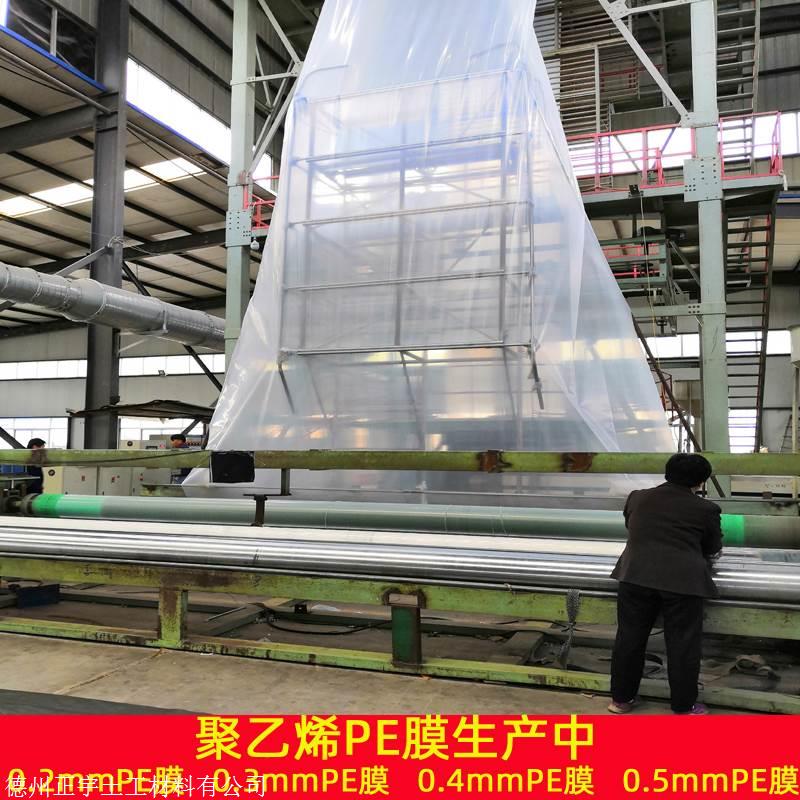
6、 Key points for production control of Shaanxi polyethylene plastic film blow molding process:
The process flow of blown film is roughly as follows:
The material is fed into the hopper and undergoes plasticization and extrusion, followed by inflation and traction, air ring cooling, herringbone clamp, traction roller traction, corona treatment, and film winding. However, it is worth noting that the performance of blown film is closely related to production process parameters. Therefore, in the process of blown film, it is necessary to strengthen the control of process parameters, standardize process operations, ensure smooth production, and obtain high-quality film products. In the production process of polyethylene blown film, the main focus is on controlling the following process parameters:
1. Extruder temperature
When blow molding low-density polyethylene (LDPE) film, the extrusion temperature is generally controlled between 160 ℃ and 170 ℃, and it is necessary to ensure uniform head temperature. If the extrusion temperature is too high, the resin is prone to decomposition, and the film becomes brittle, especially causing a significant decrease in longitudinal tensile strength; If the temperature is too low, the resin plasticization will be poor, and it will not be able to expand and stretch smoothly. The tensile strength of the film will be low, and the surface gloss and transparency will be poor. Even patterns like wood rings and unmelted crystal nuclei (fish eyes) may appear.
2. Inflation ratio
The inflation ratio is one of the key control points in the production process of blown film, which refers to the ratio between the diameter of the film bubble after inflation and the diameter of the tube ring without inflation. The inflation ratio is the transverse expansion multiple of the film, which is actually a transverse stretching of the film. Stretching will have a certain degree of orientation effect on plastic molecules, increasing the inflation ratio and thus improving the transverse strength of the film. However, the inflation ratio should not be too high, otherwise it may cause instability of the film bubbles and the film is prone to wrinkling. Therefore, the inflation ratio should be appropriately matched with the traction ratio. Generally speaking, the inflation ratio of low-density polyethylene (LDPE) film should be controlled between 2.5 and 3.0.
3. Traction ratio
Traction ratio refers to the ratio between the traction speed of the film and the extrusion speed of the pipe ring. Shaanxi 0.5-thick polyethylene film supplier, 0.4-thick polyethylene isolation film, 0.3-thick polyethylene film traction ratio is a longitudinal stretching multiple, which enables the film to have directional effect in the pulling direction. As the traction ratio increases, the longitudinal strength will also increase, and the thickness of the film will become thinner. However, if the traction ratio is too large, the thickness of the film is difficult to control, and it may even break the film, causing film breakage. The traction ratio of low-density polyethylene (LDPE) film is generally controlled between 4 and 6.
4. Dew point
Dew point, also known as frost line, refers to the boundary between the viscous flow state and the highly elastic state of plastic. During the blown film process, low-density polyethylene (LDPE) is in a molten state and has good transparency when extruded from the mold. After leaving the mold mouth, the expansion zone of the film bubble needs to be cooled by a cooling air ring. When the cooling air is blown at a certain angle and speed towards the plastic film bubble just extruded from the machine head, the high-temperature film bubble comes into contact with the cooling air, and the heat of the film bubble will be carried away by the cold air. The temperature of the 0.5mm thick polyethylene film supplier, 0.4mm thick polyethylene isolation film, and 0.3mm thick polyethylene film in Shaanxi will significantly drop below the viscous flow temperature of low-density polyethylene (LDPE), causing it to cool, solidify, and become blurry. On the blown film bubble, we can see a boundary between transparency and blurring, which is the dew point (or frost line). Shaanxi 0.5-thick polyethylene film supplier, 0.4-thick polyethylene isolation film, 0.3-thick polyethylene film
During the blown film process, the dew point has a certain impact on the performance of the film. If the dew point is high, the supplier of 0.5mm thick polyethylene film in Shaanxi, 0.4mm thick polyethylene isolation film, and 0.3mm thick polyethylene film are located above the inflated film bubbles. The film is inflated in liquid state, and the inflation only thins the film without stretching the molecules. At this time, the performance of the inflated film is close to that of the cast film. On the contrary, if the dew point is relatively low, the inflation is carried out in the solid state. At this time, the plastic is in a high elastic state, and the inflation is like transverse stretching, causing molecules to undergo orientation, thereby making the performance of the inflated film close to that of the oriented film.
AfterSalesService :
Key words:- 0.5 thick polyethylene film
More Products



