
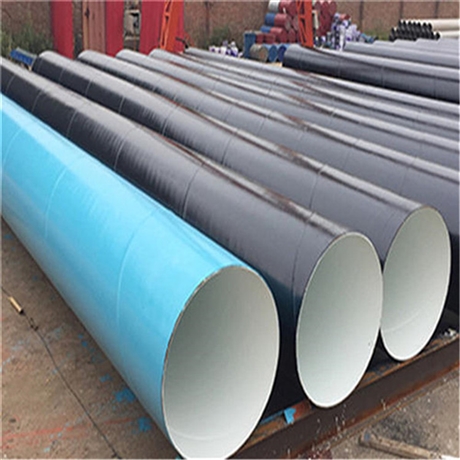






Spiral welded steel pipe for drainage, spiral steel pipe manufacturer for hydropower stations
Category:
metallurgy/tubing/Spiral tube
Model:
Brand:
Guanghui
Retail Price
362.00USD
重量
kg
- Product Description
-
Description :
Types of welds for large-diameter spiral steel pipes:
Butt welding seam: It is a circular weld formed by connecting two steel pipes together.
Head to head welding seam of steel strip: refers to the welding seam where the steel plate or steel strip head and tail are connected on the spiral seam steel pipe.
Positioning weld seam: refers to the weld seam used to fix the butt joint edge before final welding.
Deviation and tolerance of spiral steel pipe:
A、 Deviation of spiral steel pipe: In the production process, due to the difficulty of meeting the nominal size requirements in actual dimensions, which are often greater or less than the nominal size, the standard stipulates that there is a permissible difference between the actual size and the nominal size. A positive difference is called a positive deviation, and a negative difference is called a negative deviation.
B、 Spiral steel pipe tolerance: The sum of the positive and negative deviation values specified in the standard is called the tolerance, also known as the "tolerance zone".
Deviation is directional, represented by "positive" or "negative"; Tolerance has no directionality, therefore, calling deviation values "positive tolerance" or "negative tolerance" is incorrect.

Surface requirements for welding seams of large-diameter L360 spiral steel pipes:
The appearance of the weld seam of large-diameter spiral steel pipes should be uniform and regular, with a smooth transition. The surface of the weld seam should not have defects such as arc breakage, burn through, cracks, scars, folds, arc pits, etc.
Reasons for the misalignment of large-diameter L360 spiral steel pipes:
During the production of large-diameter L360 spiral steel pipes, misalignment may occur due to various influencing factors. In production practice, steel pipes are often downgraded due to dry edge deviation. Therefore, it is necessary to analyze the causes and preventive measures of misalignment in large-diameter spiral steel pipes.
1. The sickle bend of the steel strip is the main factor causing misalignment of the steel pipe. In the forming of spiral welded pipes, the sickle bending of the steel strip will continuously change the forming angle, resulting in changes in the gap between the welds, leading to gaps, misalignment, and even overlapping. This seriously affects the quality of the steel pipe, so observing the sickle bending of the steel strip after unwinding, controlling the vertical roller to enable the disc cutter to cut off part of the sickle bending, and continuously controlling and correcting the forming angle are effective ways to reduce the occurrence of misalignment in the steel strip sickle bending during the production process.
2. Due to the poor shape and dimensional accuracy of the head and tail of the uncut steel strip, it is easy to cause the steel strip to bend hard and cause misalignment during docking.
3. When the excess height of the butt welding seam at the head and tail of the steel strip is large, improper handling during over forming can easily cause significant misalignment.
4. Poor edge condition of steel strip is another important reason for misalignment.




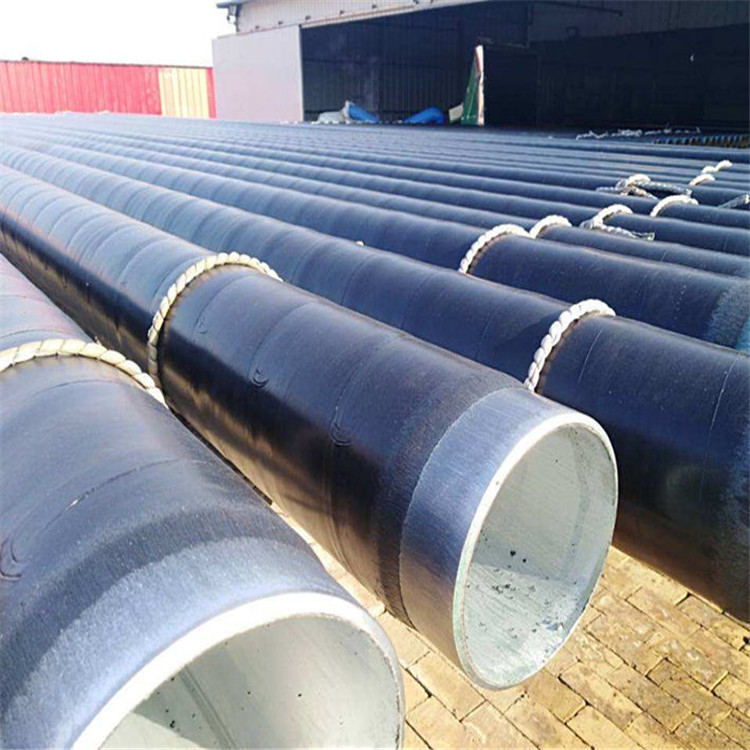

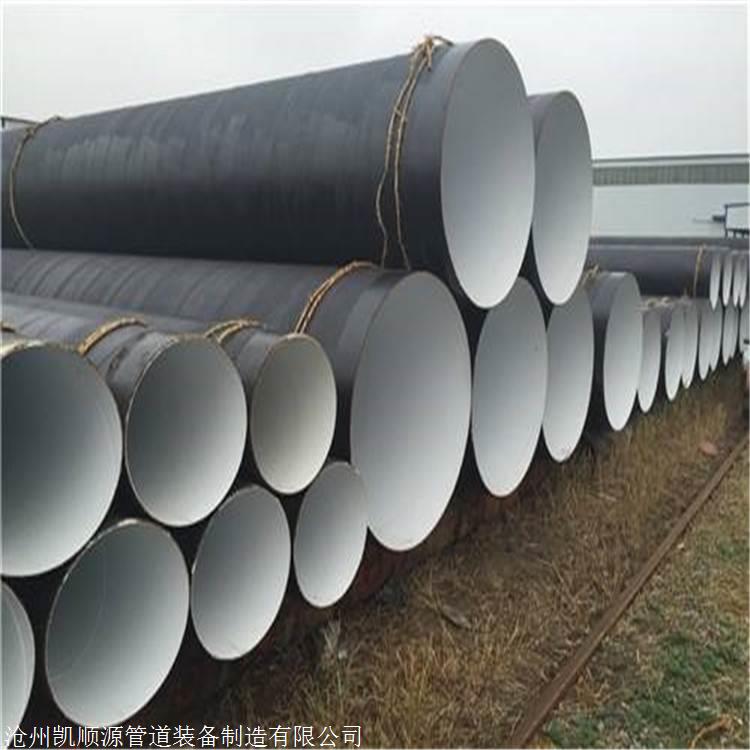
Spiral seam submerged arc welded steel pipe is formed by bending strip steel in a spiral shape, and welding the inner and outer seams using submerged arc automatic welding to make spiral seam steel pipe. Due to the following reasons, it can be widely used in the production of large-diameter steel pipes:
1) By changing the forming angle, steel pipes of various diameters can be produced using the same width of strip steel;
2) Because it is formed by continuous bending, the fixed length of the steel pipe is not limited;
3) The spiral shape of the weld seam is evenly distributed throughout the circumference of the steel pipe, resulting in high dimensional accuracy and strength of the steel pipe;
4) The equipment cost is cheap, easy to change the size, and suitable for the production of small batches and multiple varieties of steel pipes.
The main development direction of the large-diameter L360 spiral steel pipe factory is:
(1) Design and produce steel pipes with new structures, such as double-layer spiral welded steel pipes, which use strip steel with a thickness of half the pipe wall to weld into double-layer pipes. This not only has higher strength than single-layer pipes of the same thickness, but also does not cause brittle failure;
(2) Develop new steel grades, improve the level of smelting technology, widely adopt controlled rolling and post rolling waste heat treatment processes to continuously improve the strength, toughness, and welding performance of the pipe body;
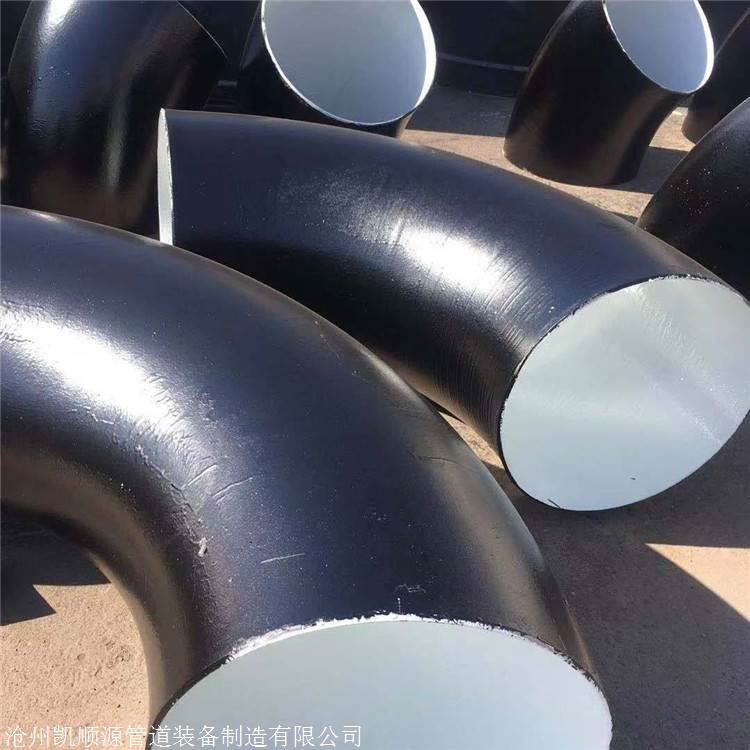
(3) Vigorously developing coated pipes, such as applying anti-corrosion coatings on the inner walls of pipes, can not only extend their service life, but also improve the smoothness of the inner walls, reduce fluid friction resistance, decrease wax and dirt accumulation, reduce the frequency of pipe cleaning, and reduce maintenance costs;
(4) Produce large-diameter thick walled pipes to improve pressure resistance.
AfterSalesService :
Key words:- Spiral welded steel pipe



More Products



